“There is scarcely anything in the world that some man cannot make a little worse, and sell a little more cheaply. The person who buys on price alone is this man’s lawful prey.”
-John Ruskin
Given the wide and ever growing array of items in stores labeled “made in China” and now increasingly ubiquitous “designed in <insert country> made in China” ploy, one wonders whether an emerging group of single-minded, local business owners and producers will be able to stem the tide of more affordable (in the short run) yet inferior goods flooding the shelves. My recent acquaintance with Scandic clogs offers reason for hope. Having originally spotted a pair on display while dropping off shoes for resoling at a local repair shop, their superior craftsmanship and quality were immediately evident. Little time was wasted ordering the clogs in the appropriate size and the remainder of the week was spent in eager anticipation of their arrival. (*) (They are currently made to order, unless one happens upon the right size at the right time, as limited size runs are available at stockists. Alternatively, online orders can be placed through their website: scandicfootwear.com.)

The Bedford Closed Back Clog in Brown Top Grain
Recent events brought an opportunity to visit the birthplace of Scandic Footwear – workshop of founder Morten Andreasen – born and raised in Aalborg, Denmark and formerly an engineer by profession, who thoroughly explained the painstakingly precise process of constructing the clogs (and boots and sandals) to exacting standards. A single pair of clogs takes around 3 hours to make while one pair of boots – consisting of 18 individual pieces of leather – can take up to a full day.
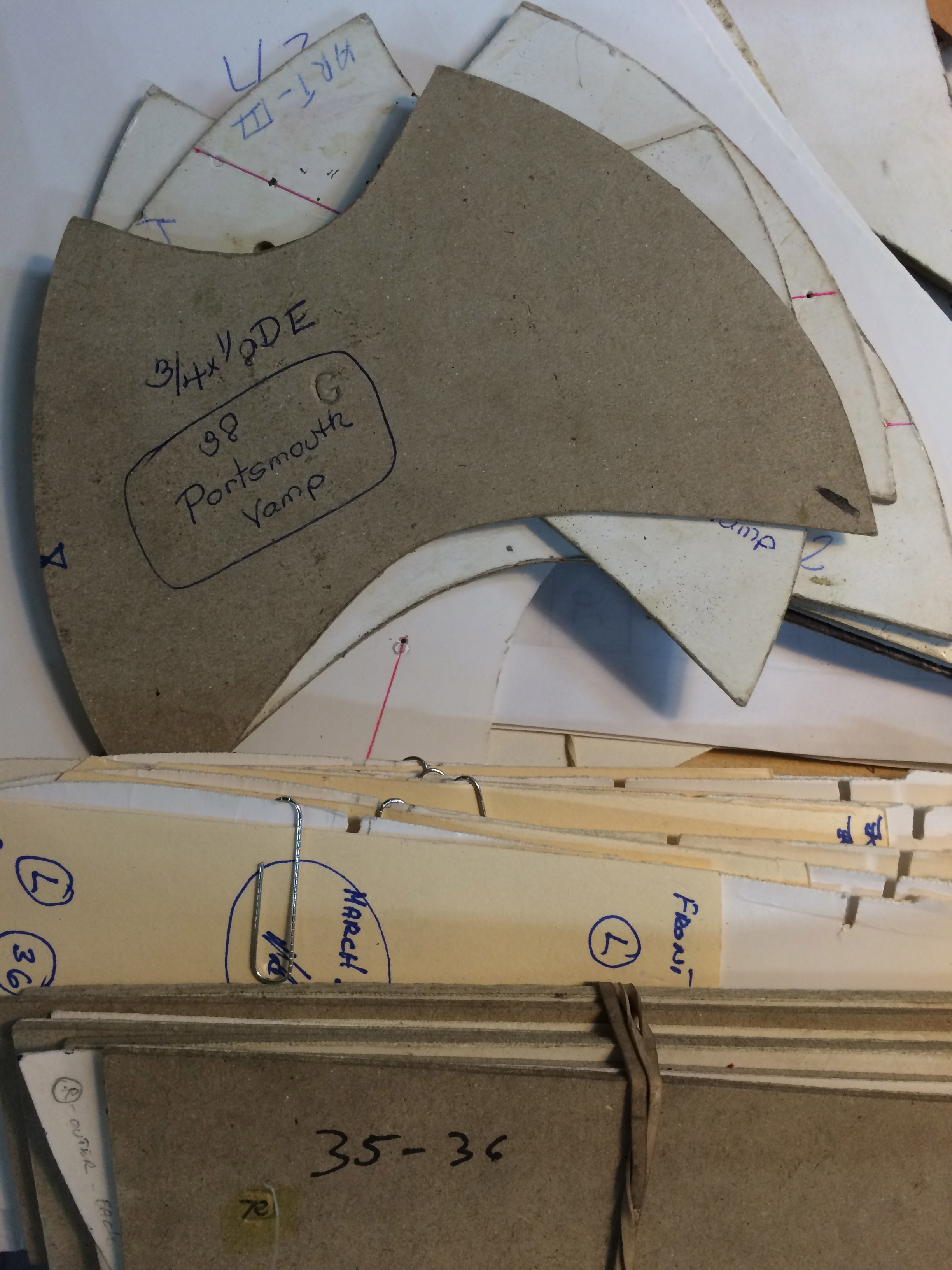
Before the shoes are constructed, patterns which vary according to shoe style are created:

Sample patterns
Leathers are cut to match the pattern, using a cutting die:

Use of a die ensures the same, precise cut each time a particular pattern is used.
All cutting dies for Scandic Footwear are made in Manchester, NH, by Swanson’s Die Company, in keeping with Andreason’s commitment to work with local suppliers whenever possible.

Cutting dies – made out of steel and organized by pattern. Swanson’s has its own foundry and produces the steel in-house from iron, which is then ground by hand.

Industrial cutting machine
Some leathers used:

A roll of natural bison leather, sourced in the US.

Actual texture (not embossed)
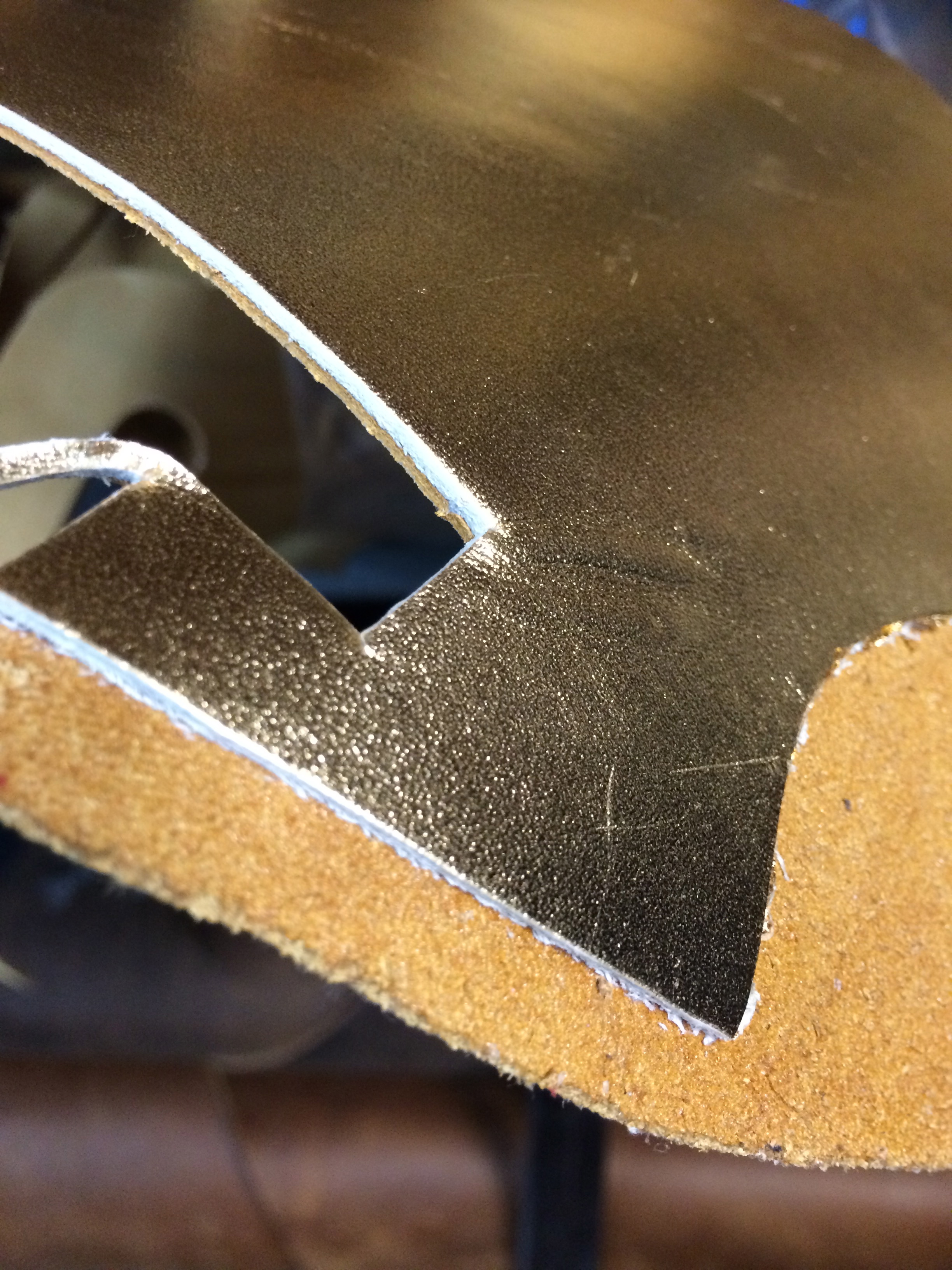
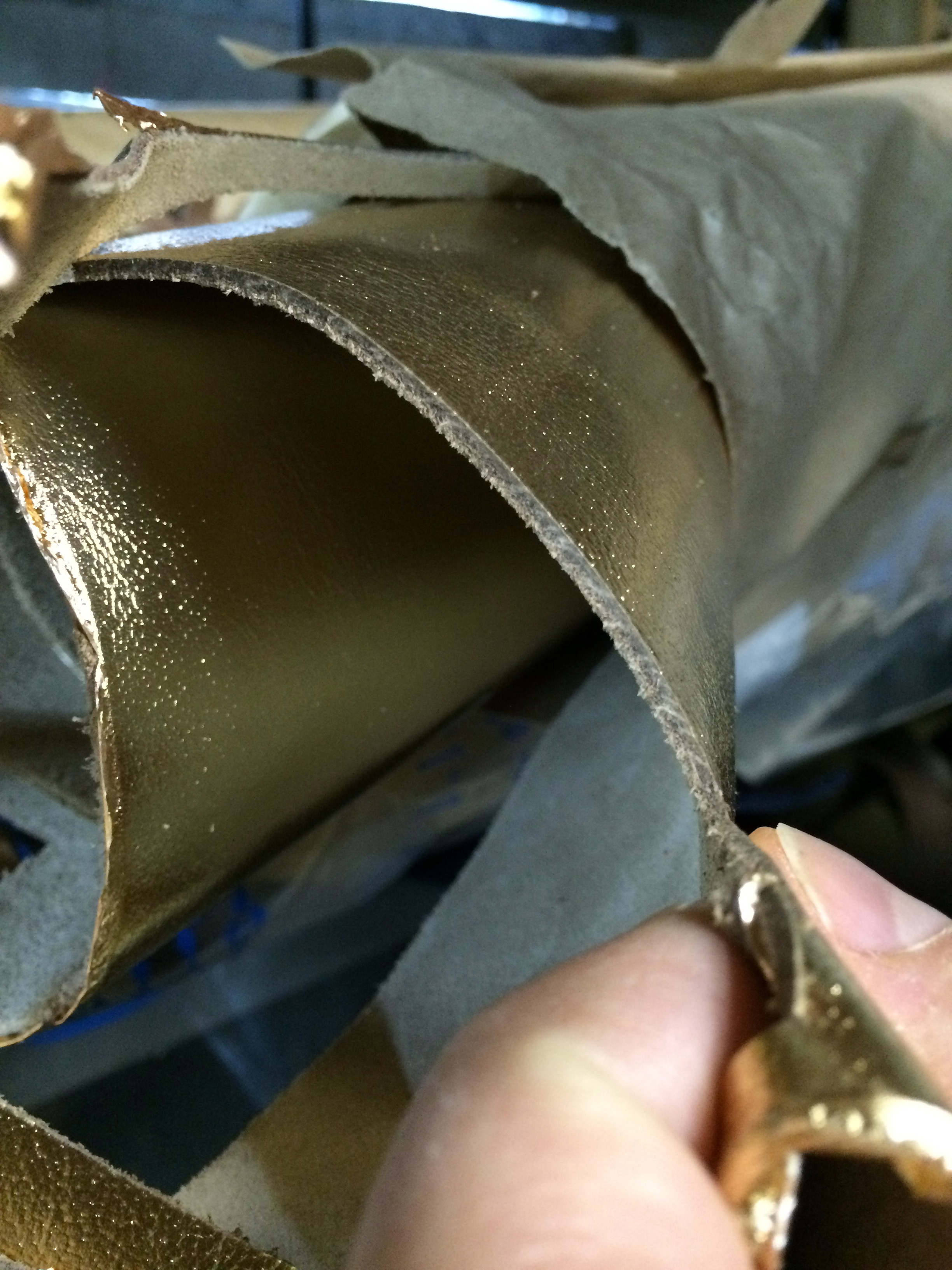
Top grain leather:

The small dots are in fact hair follicles, the mark of a true top grain – as opposed to a split – leather. (Splits may be finished and embossed to simulate a full top grain but are not as high in quality.)
Nubuck leathers (top grains that have been sanded) are sourced outside of the US for higher quality. Hides are typically tanned in Morocco. Finishing is done in Spain, known for some of the finest finishing work in the world.

A roll of nubuck…

… and trademark velvet like finish
One type of leather that is not used at Scandic is polyurethane coated leather:

The telltale white underside of polyurethane coated leather
In contrast:

Metallic leather, collaboratively developed by Scandic and a Massachusetts based company.
Individual leather pieces are then skived and sewn together using both single and double needle flat bed sewing machines, depending on shoe style.

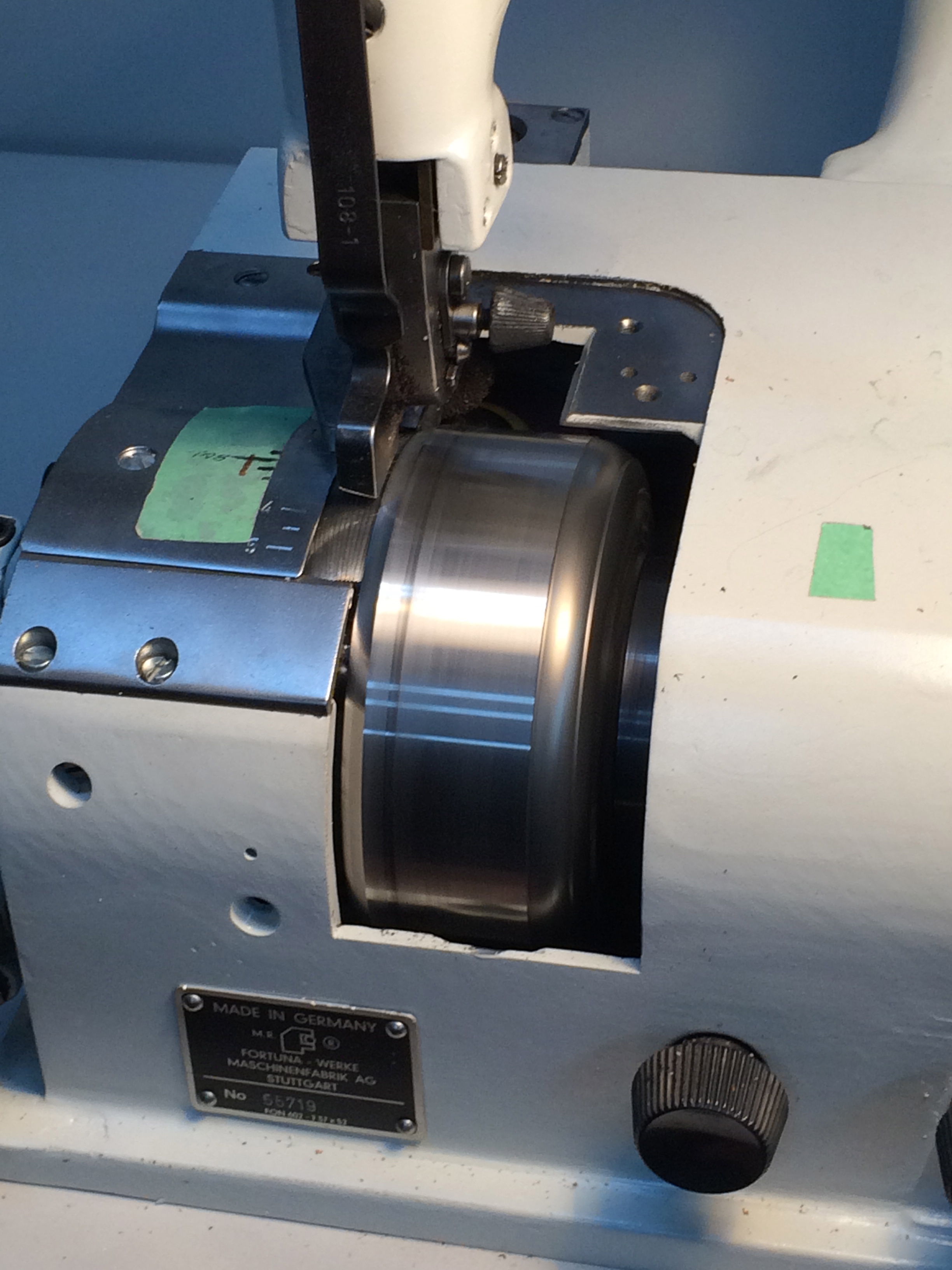
A piece of leather is skived (thinned) around the edges.

Skiving machine, made in Stuttgart, Germany

Two overlapping leathers, both unskived.

Here, the overlapping piece is skived to create a more streamlined appearance – an extra step overlooked by many manufacturers.

This Singer dates back to the 1970’s and is built to last, unlike many of the newer products on the market today.
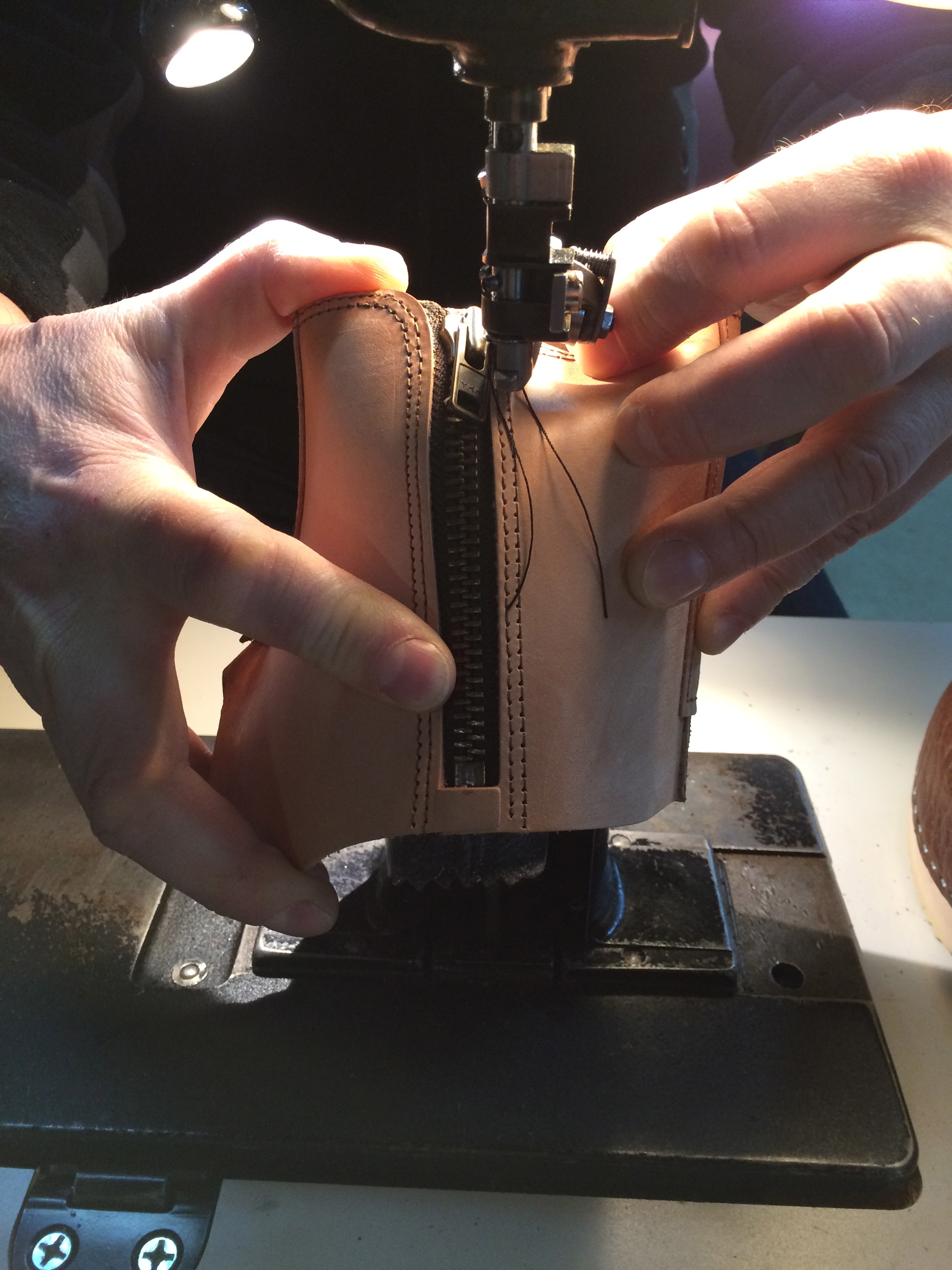
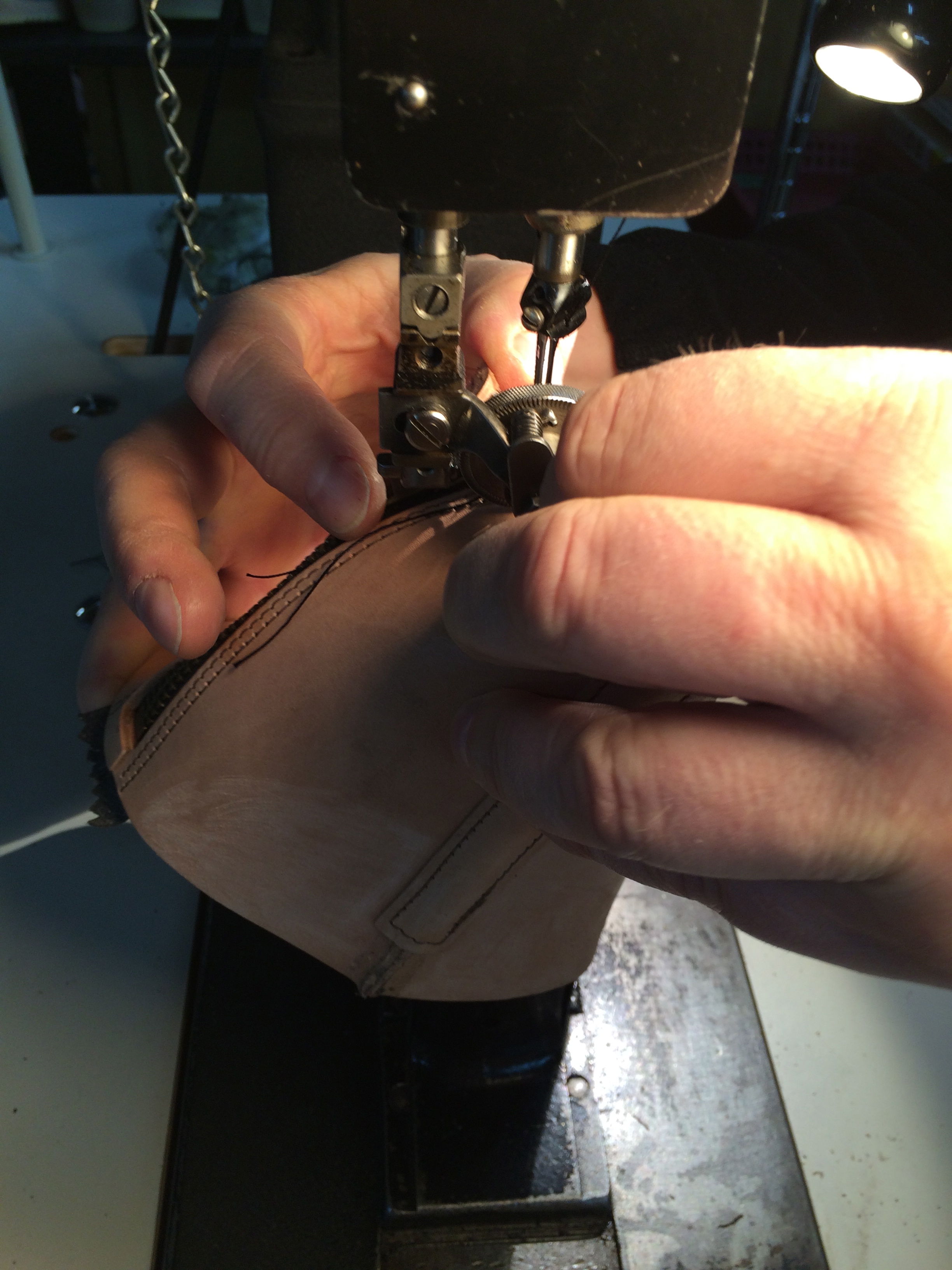
A double needle post bed is necessary for boot construction:




A roller pressure foot allows for minute adjustments, enabling finer details. Delicate maneuvering is a must.
The double stitch prevents over stretching of leather:


Double stitch on edge, single stitch on buckle strap
Colorful rolls of spool await threading:

Small piece of scrap leather used as a test run, to ensure proper functioning of machines prior to sewing:

Prior to curing, the leather is attached with an oilless handgun:

Any mistakes made at this stage of production result in hours of lost time, as construction must be started from scratch.

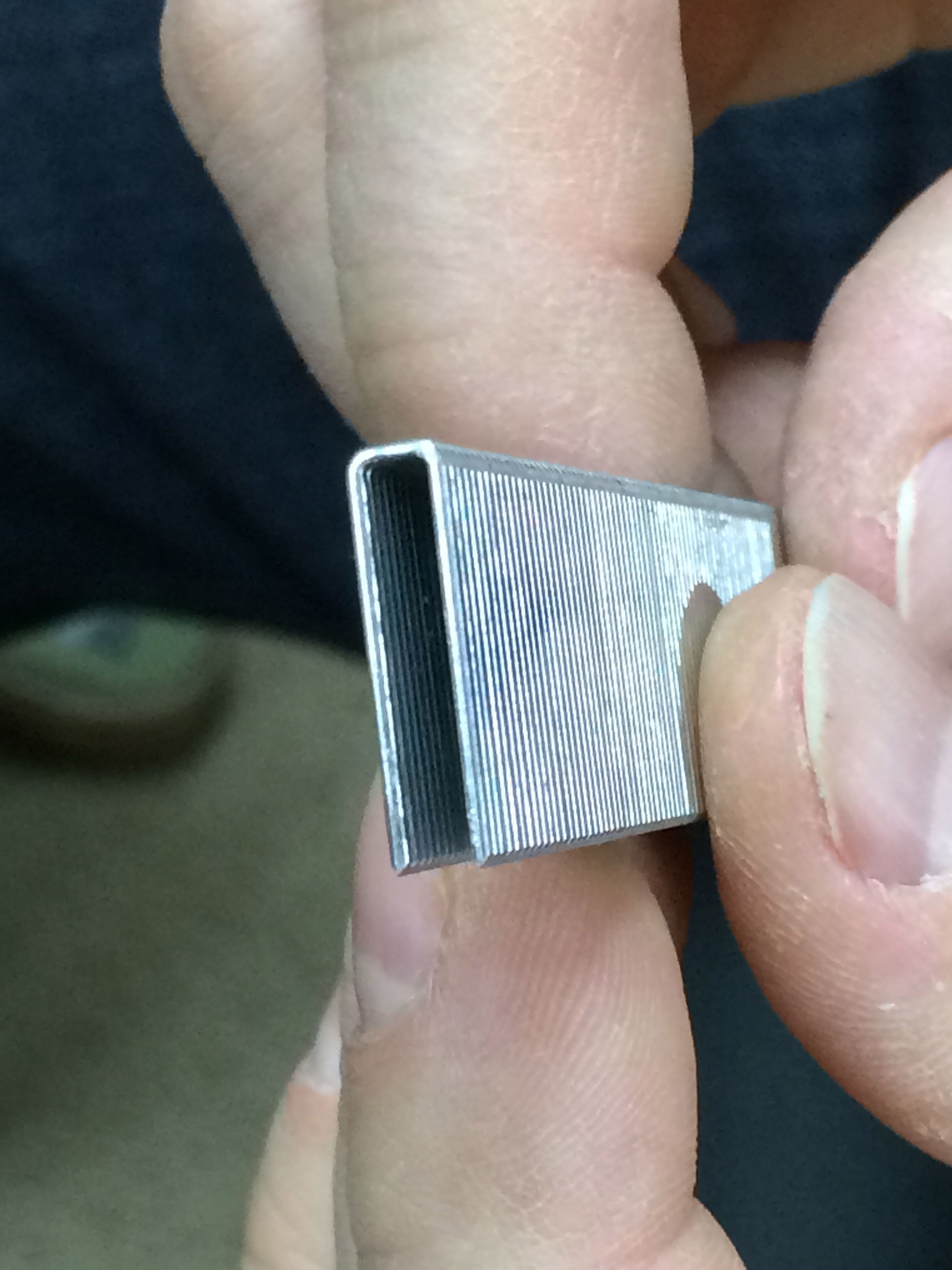
The staples used are 3/4 of an inch in width. Impeccable spacing and alignment have become the Scandic trademark.
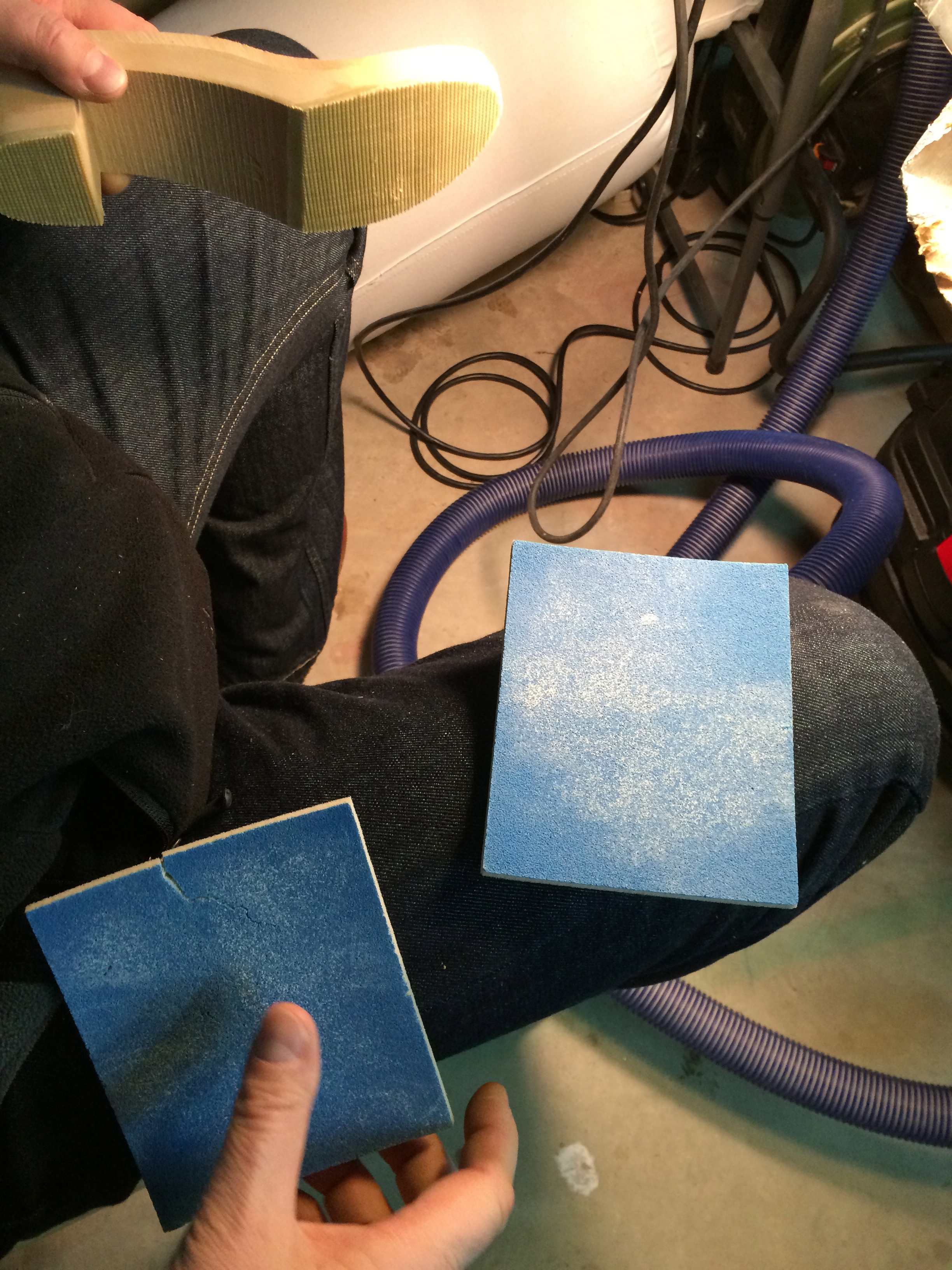
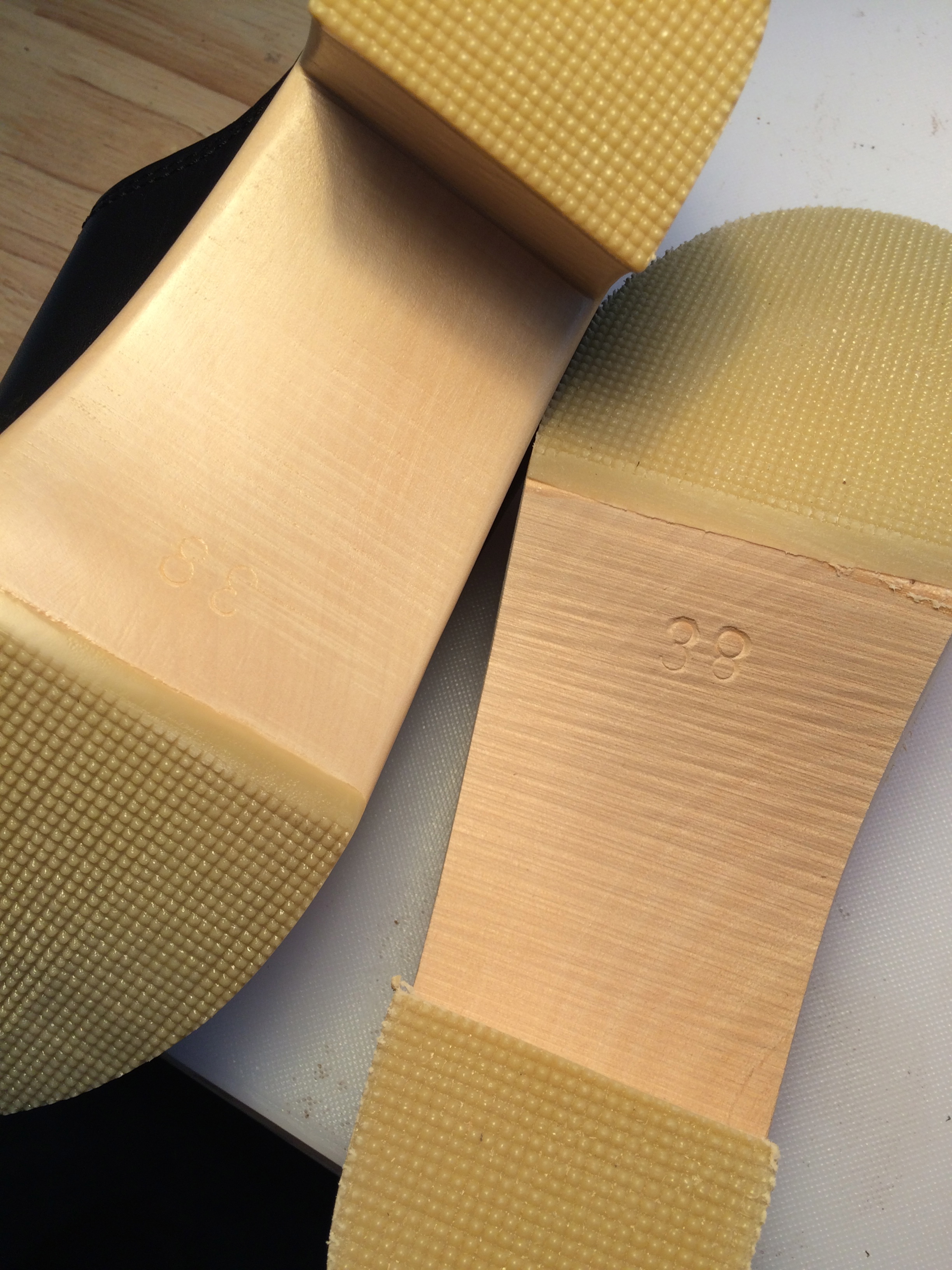
Heels are sanded first by tool, then 3 different types of sanding grades and finished with a water based varnish, made in VT. A minimum of two coats of varnish are applied, with a sanding between the coats:

Wood soles are sourced directly from Sweden.




The difference between a sanded, varnished sole (left) and a rough one (right). Most clog manufacturers leave soles unfinished.
Proper curing is the final step in the process. The leather is steamed and a last is inserted, cured into place with a nail and left to take shape:

Lasts are made with a special type of plastic to endure high temperatures during the curing process, which typically takes about a day.

Waiting to be shipped out

The design for the shoe lasts are about 50 years old – tried and true.

Shoe lasts organized by size
Other noteworthy details:

Zippers and other hardware are 100% brass, as opposed to commonly used brass plated aluminum.

Tools used to craft the shoes are of excellent quality and often old.

Center punch, made in MA circa 1950

The pattern created for boots (right) results in a cleaner, sturdier, more structured look, in contrast with its typical counterpart (left).

a closer look

The slightly forward leaning silhouette of the boot (right) is by design, using a specially created heel form.

Heel form made by hand took a full day to create


The company that the lasts are ordered from liked the heel forms so much they started making them in multiple sizes.
It was impossible to leave without placing an order for a pair of boots.
Sample fabrics were viewed:

Styles were considered:


(Same styles as above, displayed in a light box.)
And an order for the bison leather boot (right) was placed.
Andreasen expressed future plans to steadily expand operations while keeping the business headquartered in NH, hiring local craftsmen with the same uncompromising attention to detail. Scandic Footwear was founded in 2012 and already well on its way to becoming an iconic brand.
In NH, Scandic Footwear can be found at Daub’s Cobbler Shop in Laconia and Simply Birkenstock in Concord. In Maine, Lamey Wellehan shops and Horny Toad in Freeport are recently added stockists.
(*) I do have somewhat of a thing for clogs.